
HARDWARE SURFACE FINISH AND HARDNESS
Hardware Surface Finish Recommendations
The function and service life of a seal is affected to a high degree by the surface finish of the mating surface to be sealed. A mating surface that is too rough has scratches, scores, nicks or spiral machining marks that can create leak paths and be abrasive to the seal.
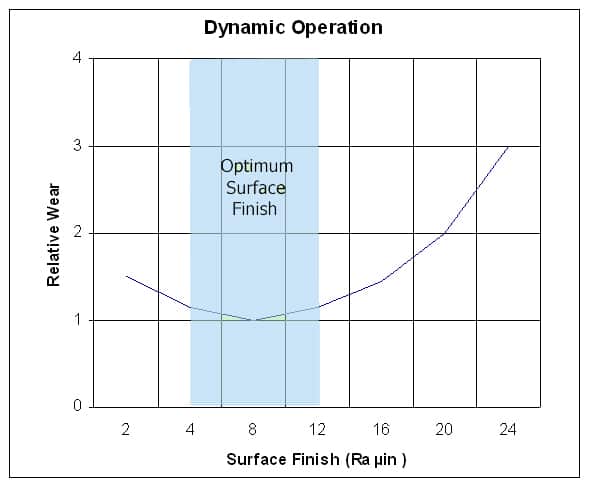
As a general rule, the lower the sealing surface finish, the better the overall seal performance that can be expected. A lower finish value reduces wear and increases seal life. However, too smooth of a finish (below Ra 1µin/0.025µm) will lead to a significant increase in seal wear since no lubrication can be retained between the seal lip and the sealing surface because there are no microscopic, small surface pockets. These are needed to prevent direct contact that would cause friction and wear. The optimum range for Ra is between 3-12µin (0.075-0.30µm).
For PTFE seals, the transfer of a thin film of PTFE from the seal lip to the mating dynamic surface is critical and will improve seal life. Dynamic surfaces with relatively rough finishes wear the seal lip material too rapidly. Extremely smooth dynamic surfaces result in material transfer insufficient to form a thin film and also lead to increase in seal wear.
The graph below illustrates the effect of surface finish and relative seal wear.
The characteristics used to describe the surface finish Ra, Rz, and Rmax are defined in ISO 4287; however, recent studies have shown that these measurements alone are insufficient to quantify a proper sealing surface.
Additional requirements are needed: The material contact area Rmr is essential for assessing sealing surfaces, as can be seen in Fig.1 below.
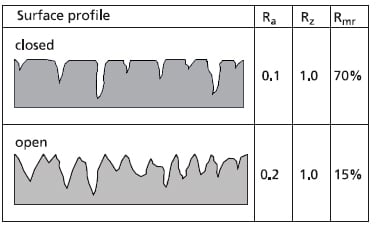
Fig.1 Surface Profile
The material contact area Rmr should be approximately between 45 to 90%, depending on seal material, based on a cut depth c=0.25 x Rz and relative to a ref. level (zero line) of 5%.
Fig.1 shows the difference between two surface finishes exhibiting similar Ra and the same Rz values but a significant difference in Rmr values. It becomes obvious that the closed surface profile Rmr 70% provides a better sealing surface than the open surface profile Rmr 15%.
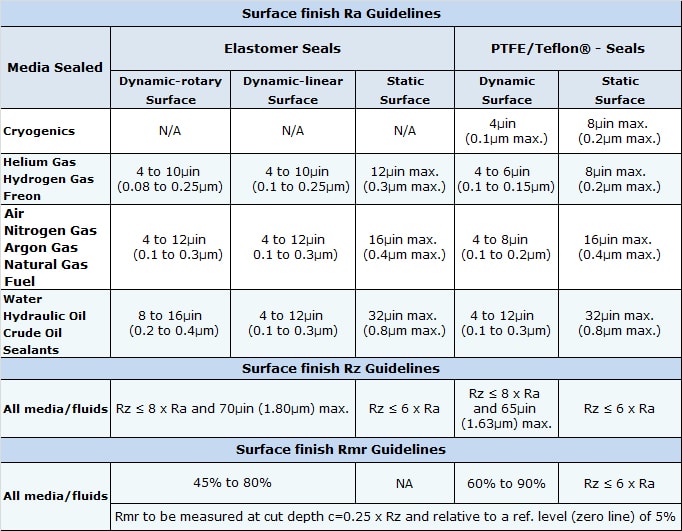
Table 1 – Surface Finish Guidelines
Testing has shown that grinding of the shaft is the best method of machining, providing lower friction and heat generation. Hard anodized and chromed surface finishes must be polished after anodizing or chroming. Spiral grinding marks may cause helical pumping, leading to leakage; therefore, plunge grinding with a lead angle below 0.05° is recommended; avoid even ratios between shaft and wheel speed.
Dynamic Sealing Surface Hardness
For moderate linear, reciprocating motion and non-pressurized oil and rotary shaft seals, a minimum hardness of 40 Rockwell C or greater is recommended.
For pressurized rotary seals in PFTF/PTFE, including some of our Duralast™, Duraloy™ and Permachem™ materials, a hardness of 55 to 65 Rockwell C is recommended. Harder surfaces allow the use of higher wear-resistant seal materials that will increase both the seal and hardware lives. Softer surfaces require the use of lower wear-resistant seal materials that will not damage the mating hardware surface, but normally reduce seal life. A balance between seal material and hardware surface must be met for best overall sealing performance and to ensure that the seal is the sacrificial component.